After the taxonomy process, that
results in a classification of equipment in systems,
subsystems and components, we start the RCM analysis based in SAE JA 1011.
The first step is to establish
comprehensive alphanumeric equipment identification. Then, we can start to give
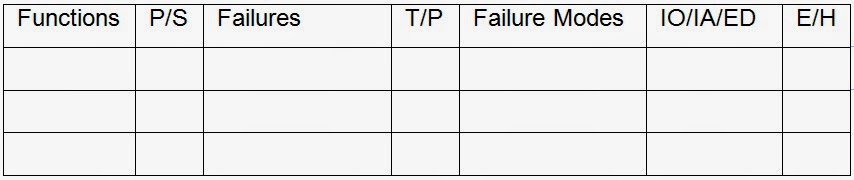
answers to the first five questions of the SAE JA 1011.
The questions are:
1. What are the functions and associated desired
standards of performance of the asset in its present operating context?
Answers must include all the functions of the asset under the operating context and the level of
performance desired.
These functions can be divided into Primary Functions or the reason why the organization acquires the
asset, and Secondary Functions or
other as environmental integrity, safety/structural integrity, control/containment/comfort, appearance, protective devices and systems, economy/efficiency, and superfluous.
 |
| FMEA - 1 |
2. In what ways can it fail to fulfill its functions?
These are the failed states associated with each
function; they can be Partial or Total Failures.
 |
| FMEA - 2 |
3. What causes each functional failure?
These
are the failures modes reasonably
likely to cause each failure. Lists of failure modes can include failure modes
that has happened before, that are currently being prevented, or that are
credible in the operating context that can be obtained from technical reports
or databases.
Recommend
databases for mechanical components are the OREDA – Offshore Reliability Data –
Handbook by Det Norske Veritas, and the Handbook of Reliability Prediction
Procedures for Mechanical Equipment by the Naval Surface Warfare Center –
Carderock Division, this last handbook also includes the effects of failures data.
Other
sources are the results of Root Causes Analysis of unidentified failures.
The failure modes can be classified into one of the following categories: Incorrect Operation, Incorrect Assembly, or External Damage.
To define if a failure mode is Evident or Hidden under normal circumstances is crucial to continue with the analysis and define the best task or action.
 |
| FMEA - 3 |
4. What happens when each failure occurs?
The answers describe what would happen if no specific tasks are done to anticipate, prevent, or detect the failure. The Failure Effects include all the information needed to support its evaluation, such as evidence that the failure has occurred, if it can kill or injure someone, or to have an adverse effect on the environment, to have an adverse effect on production or operations, physical damages, or what must be done to restore the function of the asset.
 |
| FMEA - 4 |
5. In what way does each failure matter?
These are the failure
consequences that must take into account if they are consequences of hidden
failure modes; and if they have safety and/or environmental consequences or
only have economic consequences.
 |
| FMEA - 5 |
At this point, we can consider
finishing the full FMEA – Failure
Modes and Effects Analysis - giving values to Probability (of the failure mode), Detection (of the failure) and Severity
(of the failure consequence) and multiplicity them to calculate the RPN - Risk Priority Number-. This is the
methodology most commonly used in RCM analysis. The standard SAE J 1739 gives
us a methodology to perform an effective FMEA.
 |
| FMEA - 6 |
Another option is to use the COFA – Consequences of Failures Analysis
– the methodology proposed by Neil B. Bloom that defines a Component Classification, based in an RCM COFA Logic Tree, that
classify the components in Critical, Potentially Critical, Commitment, Economic, or Run-to-Failure.
The COFA methodology is more
straightforward and comprehensive than FMEA to give a final component
classification to support the choice of the best maintenance tasks or actions, keeping
all the SAE JA 1011 standard requirements.
 |
| COFA |










